



Как соединить медные трубы отопления. Основные методы соединения медных труб. Резьбовые фитинговые элементы
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.
Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Соединение труб при помощи пайки
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.

Технология пайки труб будет следующей:
- В первую очередь отрезают трубу определенных размеров. Процесс этот должен производиться аккуратно, с учетом размеров имеющихся фитингов.
- Концы труб должны быть осмотрены – не должно быть каких-либо дефектов, таких как сколы, трещины или заусенцы. Если их не устранить, то будут проблемы с герметичностью соединения после выполнения всех работ.
- После того, как убедились, что торцы очищены, можно начинать соединение. В связи с тем, что соединяться будет несколько труб, и они могут быть с различными сечениями, то и фитинги должны быть подобраны соответствующим образом.
- Далее окончание трубы и внутренние стенки муфт следует обработать флюсом, который обезжирит поверхности для получения максимально качественного соединения.
- Теперь конец трубы продевают в соединитель медных трубок и нагревают. Его нужно подобрать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Прогревают трубы газовой горелкой. Зазор между трубой и соединительной муфтой заполняют расплавленным припоем. В настоящее время на рынке можно найти любой тип припоя под свои нужды, так что с выбором не должно возникнуть каких-либо проблем.
- После равномерного распределения припоя по окружности, стыкуемые детали нужно оставить, пока он полностью не затвердеет.
- На финишном этапе нужно проверить соединители для медных труб и всю систему, запустив в нее воду. В этот момент проверится не только система, но и выполнится очистка ее от остатков флюса, который со временем может становиться причиной коррозии металла.
Герметичная стыковка медных труб без пайки
Дополнительно стоит отметить, что, невзирая на то, что соединение труб пайкой считается наиболее надежным методом в большинстве случаев, все же встречаются ситуации, когда таким способом воспользоваться не представляется возможным. В таких случаях можно прибегнуть к соединению медных трубок без пайки. Потребуются специальные фитинги, которые обеспечат надежное соединение благодаря зажимному эффекту, который образуется при резьбовом соединении.
В данном случае соединение производят в такой последовательности:
- Сначала рассоединяют фитинги, которые, зачастую, имеют две составные части.
- Один из элементов надевают на трубу. Как правило, это гайка и зажимное кольцо.
- Далее в фитинг продевают трубу и затягивают гайку.

Обычно такие фитинги комплектуются развернутой инструкцией, которой в обязательном порядке нужно придерживаться, иначе выполненные работы будут некачественными.
Стоит отметить, что перед тем как соединить медные трубки без пайки, стоит осознать все риски, так как качественное соединение получить довольно сложно. Минимальные перекосы соединяемых деталей не допускаются вообще, в противном случае технология грубо нарушается. Чтобы резьбовое соединение получилось предельно герметичным, его желательно дополнительно уплотнить специальными нитями. При этом стоит следить, чтобы они не оказались с внутренней стороны трубы, так как впоследствии вода может не проходить по системе должным образом.
Обязательные правила соединения
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:
- Соединяемые труб должны быть выполнены из одного и того же металла. В случае, если вы собрались соединять медную трубу с трубой из любого другого материала, вы должны определиться с нужным методом соединения. К примеру, для стыковки труб из меди и поливинилхлорида способ пайки использовать нельзя.
- При соединении медной трубы со стальной, медную трубу следует располагать после стальной.
- Во время затягивания резьбового соединения нужно быть крайне осторожным, особенно, если в вашем распоряжении трубы с тонкими стенками.
- Чтобы правильно определиться с количеством необходимого припоя, кусок проволоки должен иметь длину окружности спаиваемой трубы.
- Для прогрева труб лучше всего подойдет специальная горелка. Можно, конечно, использовать и простую паяльную лампу, но в данном случае нужно быть готовым, что место стыка перегреется, а весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы являются довольно затратным материалом. В этой связи еще до проведения работ не будет лишним осуществить предварительные просчеты объема необходимого материала. Вместе с тем, помните, что все соединительные детали также обладают своими размерами, так что и их нужно учитывать.

В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности. Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Паяные соединения надежнее, проще и дешевле. Бывают два вида пайки: высокотемпературная и низкотемпературная. При высокотемпературной пайке применяются припои из сплавов меди и других цветных металлов. Раньше даже серебром иногда паяли. Но я ни разу не выполнял высокотемпературную пайку и даже наблюдал за ней всего один раз мельком, так что не буду пудрить Вам мозги.
Низкотемпературная пайка выполняется свинцово-оловянным припоем. Внешняя поверхность трубы и внутренняя поверхность фитинга зачищаются. На внешнюю поверхность трубы наносится флюс. Внутрь фитинга мазать флюс не стоит, так как тогда, вставляя трубу, Вы выдавите часть флюса внутрь фитинга, что нежелательно. Сразу вставляем трубу в фитинг и немного поворачиваем туда-сюда, чтобы флюс распределился равномерно. Я советую паять сразу после подготовки, чтобы флюс не высох и не вытек.
Место соединения нагревается горелкой или специальным электрическим мощным нагревателем. К щели между деталями прикладывается конец проволоки из припоя. Проволока плавится и затекает в щель. Говорят, что причина в капиллярном эффекте. Не знаю, но факт остается фактом - в пространстве между трубой и фитингом флюс заменяется на расплав припоя без дополнительных усилий.
При пайке нужно применять специальный флюс для пайки медных труб. Дело в том, что универсальный флюс тут не подходит. Я убедился в этом на своем печальном опыте. Технология пайки такова, что флюс должен выдержать температуру до 350 градусов (не выгореть). Только тогда припой расплавится и начнет затекать в пространство между деталями. Универсальный флюс теряет текучесть при температуре ниже 200 градусов.
У пайки тоже есть несколько серьезных недостатков. Во-первых , все очень хорошо выглядит в теории, на практике представьте себя с газовой горелкой в помещении, насыщенном неустойчивыми к нагреву элементами (стеновыми панелями, креплениями труб, канализационными трубами и т. д.). Вы стараетесь нагревать место соединений равномерно со всех сторон, но труба закреплена к стене, со стороны стены к ней подлезть очень трудно, а нагревать надо аккуратно, если перегреть, то сгорит флюс и ничего не припаяется. Еще Вам надо удерживать соединяемые элементы в строго определенном положении относительно друг друга, чтобы щель между ними была одинакова со всех сторон. Иначе припой не протечет и не пропаяет место соединения со всех сторон. Как говорил мой наставник, который учил меня этому делу, ах, почему я не многорукий Шива?
Во-вторых , припой содержит свинец, а шов контактирует с водой. Для горячей воды и отопления это не критично, но питьевую воду через такую трубу я бы не стал пропускать.
В-третьих , Обеспечить полное удаление остатков флюса удается не всегда. А флюс вызывает коррозию и может проесть медную трубу.
Клеим
Поэтому в последнее время я медные трубопроводы клею. Я применяю цианакрилат (суперклей) (его вариант с добавками для склеивания металла) или поксипол в зависимости от настроения. Цианакрилат держит очень хорошо, но схватывается за одну секунду, так что клеить им тяжело. Поксипол держит чуть-чуть похуже, зато у Вас есть 5 минут на взаимное позиционирование трубы и фитинга.
Используются фитинги для пайки. Фитинг изнутри и труба снаружи зачищаются наждачной бумагой. Нужно постараться, чтобы на трубе и фитинге остались небольшие бороздки от наждачной бумаги поперек трубы. Это повысит прочность соединения. Далее детали обезжириваются ацетоном. Клей наносится тонким слоем и на конец трубы, и на внутреннюю поверхность фитинга, куда труба вставляется. Поксипол перед нанесением надо приготовить: смешать два компонента согласно инструкции.Клея нужно наносить немного, но равномерным слоем. Он не должен сильно выдавиться из щели. Лучше сначала потренироваться на столе с обрезком трубы. Теперь вставляем трубу в фитинг, немного поворачиваем туда-сюда, чтобы клей распределился равномерно, и ждем, пока клей встанет.
Соединение получается удивительно прочным и аккуратным. Я уже несколько лет применяю эту технологию с отличным результатом.
Мои коллеги сетуют, что такое соединение неразборное. Но это неправда. Оно разборное в той же степени, что и пайка. Достаточно слить воду, нагреть фитинг горелкой для пайки. Поксипол или цианакрилат расплавятся, и соединение с небольшим усилием разберется. Детали можно остудить, очистить от остатков клея, обезжирить и снова склеить. Спаять детали с остатками припоя после разборки тоже можно, но сложнее.
При разборке будьте очень осторожны. При нагреве выделяются пары цианакрилата, которые очень ядовиты. Это еще один аргумент в пользу поксипола.
Кстати, в продаже есть специальный двухкомпонентный клей для металла. Попробуйте его, он должен держать еще лучше.
Если соединение подтекает
Если паяное или клееное соединение немного подтекает (капает - 2 капли в минуту или реже), то разбирать и переделывать не обязательно. В воде всегда содержатся взвешенные примеси. Такое небольшое отверстие быстро забьется этими мелкими частицами. Течь остановится. Можно подставить емкость, чтобы вода не текла на пол и подождать неделю. Течь должна прекратиться. В автономной системе отопления устранить течь еще проще, об этом по ссылке.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые.
Как распределить обязанности в пешем походе....
Советы по организации туристического похода, подбору участников, оптимальному со...
Приготовление супа - пюре из гравилата. Ингредиенты, состав. Диетическ...
Как приготовить суп - пюре из гравилата. Личный опыт. Совет. Подробная инструкци...
Обшивка вагонкой стен и потолка....
Как обшить вагонкой, чтобы выглядело красиво и профессионально. Практический опы...
Ашан (Auchan) - сеть магазинов и гипермаркетов. Отзыв покупателя, преи...
Поговорим об Ашане. Что мне нравится в нем покупать, что я предпочитаю покупать...
Метод основан на капиллярном подъеме жидкости (расплавленного припоя) по тончайшему зазору между стенками труб. Различают два вида пайки медных труб: низко- и высокотемпературную пайку. Разница в пайках в основном зависит от температуры плавления припоя. Для высокотемпературных паек используют тугоплавкие стержневые припои, для низкотемпературных - мягкие припои, свернутые в бухточки. Соответственно для нагревания труб при высокотемпературной пайке применяются ацетиленовые и пропановые горелки, для низкотемпературных порой достаточно, огня от паяльной лампы. Высокотемпературная пайка может применяться для всех видов медных разводок, включая коллекторы солнечного отопления, где трубы могут нагреваться до 250°C, низкотемпературная пайка более требовательна к температурам нагрева труб, тем не менее ее с успехом применяют в системах горячего водоснабжения и отопления. Каких-либо конструктивных различий в этих видах пайки нет, однако высокотемпературную пайку чаще используют при раструбных соединениях труб, а низкотемпературную - на соединениях труб фитингами с заплавленным в них припоем, хотя можно и наоборот.
Для монтажа медных трубопроводов используют три вида труб: мягкие (R 220), полутвердые (R 250) и твердые (R 290). В качестве параметра твердости (жёсткости) предлагается предел прочности на разрыв в МПа (Н/мм²). Мягкие трубы продаются свернутыми в бухты, полутвердые и твердые - прямыми стержнями. Принципиальное различие в этих видах труб, это давление транспортируемой среды, которое могут выдержать трубы. Самое большое давление выдерживают твердые трубы (290 Н/мм²), самое низкое - мягкие (220 Н/мм²). Давление, которое создается в квартирных и даже коттеджных трубопроводах, с успехом выдержат любые из этих труб. А если нужно построить паровую котельную или минипроизводство, то без расчета и составления проекта вам не обойтись, но это уже другая тема.
При раструбной пайке (рис. 36) используются мягкие, полутвердые либо твердые медные трубы с предварительно отожженным концом. Одному из концов трубы эспандером придают форму раструба, аналогичного раструбу канализационных труб, в него будет вставлен конец другой трубы. Необходимо помнить, что при отжиге концов твердых труб вы отпускаете металл и труба в месте соединения приобретает свойства мягкой трубы. Это обстоятельство нужно учитывать при проектировании трубопровода по критериям давления.
Рис. 36. Соединение медных труб раструбной пайкой
Для изготовления раструба нужно использовать на эспандере только те головки, которые предназначены для данного диаметра трубы, тогда диаметр раструба автоматически получится чуть больше внешнего диаметра трубы. Обычно зазор между внутренними стенками раструба и внешними стенками вставляемой в раструб трубы составляет примерно 0,2 мм. Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки. Использование «правильной» головки эспандера, это 80% успеха пайки - зазор между трубами и глубина раструба задается именно этим инструментом.
Сегодня изготовители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы (рис. 37). Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
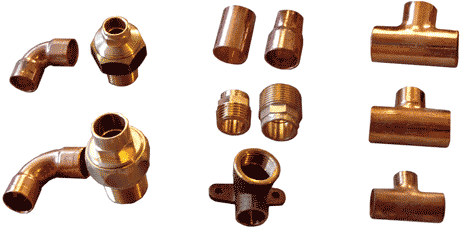 Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Трубы в месте припоя покрывают флюсом (рис. 38), который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.

 Рис. 38. Покрытие труб флюсом и пайка
Рис. 38. Покрытие труб флюсом и пайка
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы - до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации - это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом мощного строительного фена, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
Для низкотемпературных паек используют фитинги с заплавленным в них припоем. Внешне это такие же фитинги для раструбной пайки, но по поверхности раструба выдавлен поясок (рис. 39), внутрь которого производители залили припой еще на стадии изготовления фитингов. В фитинг может быть залит как тугоплавкий, так и легкоплавкий припой, благодаря которому могут выполняться оба вида пайки. Однако, чаще всего, в фитинги заливают легкоплавкий припой, поэтому соединения на таких фитингах относят к категории низкотемпературных паек.
 Рис. 39. Фитинги с заплавленным в них припоем
Рис. 39. Фитинги с заплавленным в них припоем
Технология соединения медных труб на фитингах с заплавленным припоем еще проще, чем на обычных фитингах. Трубы и фитинги обрабатываются точно так же, как было описано выше. Затем трубы вставляются в фитинги или соединительные муфты. Фитинги нагреваются огнем паяльной лампы либо горячим воздухом строительного фена, припой, заложенный в фитингах, расплавляется и растекается по раструбу, спаивая детали (рис. 40). Вот и вся технология: воткнул зачищенные и обработанные флюсом детали друг в друга, прогрел узел паяльной лампой и дал остыть.
 Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Соединение медных труб на низкотемпературной пайке можно применять для всех видов домовых трубных разводок, за исключением трубопроводов с высокими температурами (около 150–250°C), которых в обычном доме не бывает.
Несмотря на развитие технологий и популярность применения полимеров, при изготовлении трубопроводов для систем водоснабжения и отопления с успехом применяется металл. Для этих целей обычно используется сталь, латунь и медь. Последняя обладает отличными показателями стойкости к образованию коррозии, механической прочности и устойчивостью к воздействию высоких температур и давления. Поэтому, невзирая на некоторую дороговизну этого материала, его использование вполне оправдано.
Перед тем как соединить медные трубы, необходимо определиться, делать это с помощью пайки или без нее.
Соединение пайкой
Одним из первых вариантов следует рассмотреть соединение труб при помощи пайки. Нужно сразу отметить, что способов пайки медных труб существует два – это низкотемпературный и высокотемпературный метод. Как несложно догадаться, различие между ними заключается в температуре, при которой происходит пайка. При низкотемпературном режиме нагревание элементов происходит до 300 °С и применяются припои с низкой температурой плавления. Высокотемпературная пайка применяется для монтажа систем, испытывающих значительные нагрузки, например, в промышленности, использование этой методики в частных целях нецелесообразно.

При соединении медных труб при помощи пайки, как правило, используются соединительные элементы, называемые фитингами, припои на основе олова и флюсы. Процесс соединения труб выглядит следующим образом.
- Сначала необходимо отрезать трубы нужного размера. При этом стоит проявлять аккуратность и обязательно учитывать размеры самого фитинга.
- Торцы труб, которые нужно соединить, необходимо тщательно осмотреть на предмет наличия различных дефектов вроде трещин, сколов или заусенцев. Их присутствие недопустимо, так как способно повлиять на герметичность соединения, поэтому в случае обнаружения все дефекты необходимо ликвидировать.
- Если торцы труб в порядке, то можно приступать к соединению. Следует оговориться, что вариантов соединения существует несколько, например, соединять нужно более двух труб или трубы различного диаметра, поэтому должны быть выбраны фитинги, соответствующие цели.
- Торец трубы и внутренняя часть соединительного элемента обрабатывается при помощи флюса – специального состава, который выступает в роли обезжиривателя, подготавливающего поверхности для более прочного соединения.
- После этого торец трубы вставляется в фитинг и нагревается. Фитинг подбирается таким образом, чтобы его диаметр был на 1–1,5 мм больше, чем диаметр трубы. Нагревание труб производится с помощью газовой горелки. Пространство между соединяемыми элементами заполняется плавящимся припоем. Современный рынок предлагает разнообразие готовых припоев, удобных в применении, поэтому проблем с этим возникнуть не должно.
- После того как припой будет равномерно распределён по всей окружности, соединяемые части следует оставить до полного застывания припоя, образующего прочное соединение.
- Заключительным этапом должна стать проверка соединения, то есть воду нужно пустить. Таким образом, произойдёт не только проверка, но и удаление остатков флюса, которые могут остаться на внутренней поверхности труб, что нежелательно, так как способно стать причиной возникновения коррозии.
Соединение без помощи пайки
Следует также отметить, что, несмотря на то, что соединение медных труб при помощи пайки является наиболее надёжным и целесообразным в большинстве случаев, существуют моменты, когда паять не представляется возможным и в таких случаях можно прибегнуть к соединению без пайки при помощи специальных фитингов. Принцип их действия основан на зажимном эффекте, возникающем в результате соединения резьбой. Процесс соединения заключается в следующем.
- Сначала фитинг, обычно состоящий из двух частей, необходимо разобрать.
- Одна из частей одевается на трубу. Если быть точнее, то одевается гайка и зажимное кольцо.
- После этого, труба вставляется внутрь соединительного фитинга, и гайка затягивается по резьбе.

Как правило, к фитингам такого рода прилагается инструкция, в строгом соответствии с которой должны проводиться все работы.
Обратите внимание! Соединение труб таким образом не является достаточно надёжным, поэтому недопустимы даже малейшие перекосы в соединении, а также нарушение технологии. Для достижения большей герметичности резьбового соединения его можно уплотнить специальными нитями, при этом недопустимо, чтобы излишки попали внутрь трубы, так как это может препятствовать свободному прохождению воды.
Какой бы способ соединения не был выбран, работы следует проводить, соблюдая ряд общих правил:
- Для соединения должны использоваться трубы из одного металла. Если же нужно соединить медную трубу с какой-либо ещё, нужно выбирать соответствующий метод. Например, для соединения медной и ПВХ трубы не подходит пайка.
- Если предполагается соединять медные и стальные трубы, то стальные нужно размещать перед медными.
- При затягивании резьбовых соединений необходимо соблюдать осторожность, особенно, если используются тонкостенные трубы.
- Для того чтобы не ошибиться с количеством припоя, длину проволоки нужно брать равную окружности трубы.
- Для нагревания труб лучше всего использовать специальную горелку. Применение обычной паяльной лампы в принципе допустимо, но при этом есть риск перегреть место соединения, что усложнит работу.
- Медные трубы несколько затратные с материальной точки зрения, поэтому перед началом работ целесообразно провести предварительные расчёты количества материала. При этом не следует забывать, что соединительные элементы тоже имеют определённые размеры, которые необходимо также учитывать.

В заключение стоит сказать, что соединение медных труб является не очень сложным с технологической точки зрения процессом, но в первый раз могут возникнуть некоторые сложности. Для того чтобы иметь наиболее полное представление о процессе, можно проконсультироваться с профессионалами или хотя бы просмотреть видео по этой теме.
Видео
В этом видео показан процесс пайки медных труб.







